平板电脑的三维印刷 - 临床现场局部分析和个性化医学的潜在方法
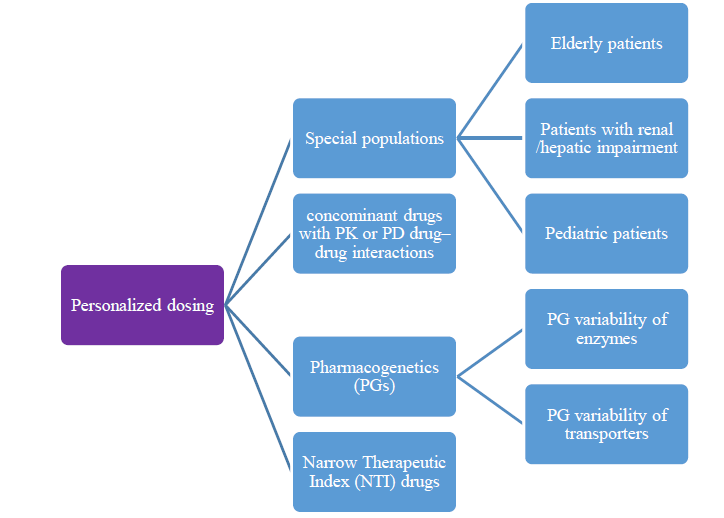
口腔途径是最常见的药物管理形式,是安全方便的,特别是对于固体口服剂型。目前的大规模制造技术主要导致固定剂量单位,并允许有限的剂量选择剂量。在某些情况下,需要剂量强度个性化,其包括狭窄的治疗指数(NTI)药物或伴随药物动力学/药代动力学药物 - 药物相互作用,酶或转运蛋白的药物发生变异,以及包括老年人的特殊种群,儿童和肾/肝障碍的患者。根据患者年龄,遗传,疾病严重程度,伴随治疗和其他(PARO)的生理因素来定制超出1-3可用的市场销售优势的剂量,以获得患者年龄,遗传,疾病严重程度,伴随物理因素可能会改善某些药物的安全性和/或疗效。
支持更柔韧的剂量的工业方法包括液体和多颗粒制剂。通过配混或使用其他给药途径(例如,肠胃外)可以实现剂量个体化,但是这些缺乏与标准制造的相同水平,并且分别不太方便/可接受。个性化实体口语形式的个性化优势的自动制造将解决这种需求。制药三维(3D) - 打印,基于计算机辅助设计(CAD)图形,在层逐层时自动创建定制平板电脑,是实现个性化给药的一种潜在方法。除了单独的给药外,3D印刷片可能在早期临床试验期间可能用于剂量升级,为具有短属保质期和生产具有不同释放轮廓的复杂多药片的药物的适用于药物的适用性的药物。特别是,融合沉积建模(FDM),其涉及通过窄的加热喷嘴挤出热塑性长丝和随后的沉积以制备固体物体,似乎对临床部位产生有益,因为没有宽松的粉末参与制造过程和柱子- 可以避免处理。FDM的药物应用需要通过热熔挤出(HME)制造的FDM可加工长丝。
在本博士工作中,探讨了3D印刷的药物应用,重点是立即释放(IR)制定开发。IR是口服剂型所需的最常见的释放曲线,并且同时产生通过热熔过程制造的3D印刷片剂的内在性质的显着挑战,这项工作旨在为来自FDM-衍生的独特价值主张创造选项,而且direct powder printing (DPP)-specific aspects, which are fundamentally different from standard manufacturing processes (i.e., decentralized production and customizable tablet structures). Critical quality attributes (CQAs) set as success criteria for 3D-printed tablets included uniformity of content to deliver precision of dose (relative standard deviation of uniformity of content data), weight uniformity (in order to ensure content uniformity), dissolution profiles (targeting rapid release) and physico-chemical stability. Moreover, acceptable appearance and sizes of the developed 3D-printed dosage forms were considered.
该工作的关键目标之一包括开发适合于不同API的工业相关配方工具箱,以开发具有一系列药物载荷的可伸缩热熔挤出配方。在第一研究中,探讨了所选赋形剂的组合,以实现具有亲水模型化合物的FDM印刷片中的快速或非常快速的溶解。The effect of selected water-soluble polymers and hydrophilic dissolution/process aids on FDM-compatibility and, in combination with the effect of infill density, on quality attributes of the formulations (i.e., uniformity of weight and content, dissolution rate,) was studied. Hydroxypropyl-cellulose (HPC) SSL was chosen as hydrophilic polymer and caffeine with a drug load of 5-20% as thermally stable model drug. Poly-(vinyl pyrrolidone-vinyl acetate) copolymer (kollidon va64)和聚 - (乙烯醇 - 聚乙二醇)接枝共聚物(Kollicoat®IR.)是与HPC组合测试的额外水溶性聚合物。木糖醇和聚乙二醇(PEG)4000被评价为亲水增塑剂和PEG4000和麦芽糖糊精作为孔成型剂。使用可伸缩的双螺杆挤出机和3D印刷成蜂窝几何固体剂型,具有高(100%)和低(80%)填充密度的制剂。PEG4000与Kollidon VA64的组合展示了优异的可加工性,并且独立于填充密度显着加速了基质的释放性能。降低咖啡因含量改善了每种配方的热熔挤出加工性,但长时间溶解。Kollicoat®RR的使用导致制造长丝的优越性机械性能,易于处理和成功的3D-Printing,用于药物负载5%至20%。对于许多所研究的制剂,降低3D印刷片剂的填充密度,得到了更快的药物溶解,与文献中报道的其他研究一致。发现填充密度对溶出速率对溶出速率的影响程度取决于配方。咖啡因存在于3D印刷片中的稳定结晶状态。印刷温度似乎对体外药物溶解至关重要。为了得出结论,用于使用安全材料(也可以使用安全材料提供3D可印刷和提供快速/非常快速的释放剂型的长丝,用于亲水模型化合物。
应用在第一研究中开发的制剂知识(HPC有或没有Kollicoat®RARAS型号,为BCS级化合物Lumefantrine发育FDM加工长丝,无定形固态对于所需的生物利用度至关重要。在本研究中研究了FDM 3D印刷技术作为实现无定形固体分散体(ASD)的工具,以保证与中间产品的固态无关的生物利用度。无定形固体分散体(ASDS)呈现常见的溶解/生物利用度增强溶解化合物的常见配方方法,但药物的结晶形式是热力学上的稳定性,导致保质期内重结晶的风险。FDM-Printing是通过定义进行定义的热熔技术,为近乎患者生产提供ASD,这需要不稳定的ASD系统的稳定性。小网格设计的片剂尺寸为9×5 x 4 mm,即6岁的儿童可接受的成功3D印刷,展示了80%和100%填充密度的良好重量和测定的良好均匀性。大丝(中间产品)在制造后两个月测试时含有结晶Lumefantrine。在FDM印刷的细丝之后,可以(重新)创建ASD,通过拉曼测绘证实,证明Lumefantrine在制造后至少一个月内留在片剂中的完全无定形状态。通过FDM-Pression适用于(RE)的可行性,通过FDM印刷需求产生完全无定形的固体分散体,即使在长丝中以结晶形式存在,似乎对制造具有较差的药物的个性化剂型来尤其有望。
在第三研究中,开发了具有可溶于可溶性模型化合物的立即释放FDM-片,并使用基于μCT的无损精确的形态分析检测溶解的关键结构参数。基本丁基丙烯酸甲基丙烯酸酯共聚物(Eudragit®EPO.)被用作矩阵前作为第1 /第2研究中开发的配方方法不足以满足Lumefantrine片剂的红外标准。加入亲水增塑剂木糖醇和孔隙前麦芽糖酚的组合,并证明是实现快速溶解率的有希望的配方方法。印刷具有5%Lumefantrine和相应安慰剂的片剂,根据临床相关剂量强度所需的药物负载,然而导致与FDM印刷不相容的脆性增加。具有30%药物载荷的细丝是完全结晶的。对于5%药物负荷,高敏感的拉曼映射技术表明,如预期的3D印刷片中的无定形状态存在Lumefantrine,但是检测到相应长丝中的结晶性痕迹。网格设计的3D印花片剂,具有65%的填充密度达到释放标准快速释放标准,而80%和100%表现出较慢的溶解。通过基于自动μct的方法量化具有非连续表面的3D印刷片剂具有非连续表面,比表面积重量和体积的临界结构特性,并被证实是溶出速率的关键属性。可移孔隙率的增加,总表面积,比表面积重量和体积的体积,并且相对密度的降低似乎影响了Lumefantrine溶解速率,而闭合孔体积的增加不会增加溶解速率。
虽然FDM-Printing对于临床部位制造可能是没有粉末或溶剂的临床现场制造,但是显着的挑战是实现细丝所需的机械性能,以允许FDM-加工。因此,在第四研究中,探索了片剂的直接粉末(3D) - 粉状(DPP),省略了丝步骤简化融合沉积建模(FDM)。对于直接3D打印,将粉末混合物装入盒状头部,并在加热挤出盒后用蜂窝设计成功打印。该1步DPP掺入了内置的孔隙率,提供更高的表面积,作为制造快速释放剂型的概念证明。选择水溶性HPC SSL作为基质前者和咖啡因作为模型药物。研究了PEG4000作为增塑剂/孔前的效果和KOLLIDON®Va64,如快速溶解在DPP加工性和溶出速率上的快速溶解聚合物。具有低(30%)填充密度的直接3D印刷片显示出可独立于制剂的快速溶解,而对于高(80%)填充密度,PEG4000和KOLLIDON VA64的组合需要快速释放。所获得的片剂显示出百分比药物含量的良好均匀性,但具有可变的重量。咖啡因存在于结晶状态和片剂中的稳定多晶型物中。因此,证明了直接释放剂型制造的直接粉末印刷可行性。 This technique might create an opportunity to avoid hot-melt extrusion allowing 3D-printing independently of mechanical properties of a filament and potentially prolonging product shelf life by reducing thermal stress.
此外,在第二项研究中检测到具有15%和30%Lumefantrine负荷的非FDM可印量的Eudragit®EPO制剂,显示为DPP可打印。因此,对灯丝的机械性能的独立性不仅可以缩短3D印刷片剂制造过程,而是扩展制剂空间并在整合中增加适用性。
总之,本文展示了FDM和DPP对灵活和个性化的给药有前途的3D印刷技术,包括IR药品。为成年人和儿童的尺寸开发了平板电脑,符合含量要求的均匀性,以提供剂量的精度(内容数据的均匀性相对标准偏差),重量均匀性,溶解靶(快速释放)和物理化学稳定性。形态学研究证明,对于未来的IR 3D印刷剂型的发展,除了合适的聚合物基质选择外,还可以减少闭合孔体积,增加开孔体积,以及优化形状/尺寸之间的平衡解散。通过FDM或DPP制造的亲水性聚合物基质的呈现方法与CAD设计,在未来的3D印刷药品的药物发育中具有很大的承诺。然而,仍然应克服的挑战包括长丝的直径均匀性,沉积的质量的沉积物的准确性和再现性,所设计和实际密度之间的差异,可预测的最终形态和丝的机械性能。此外,在3D印刷过程中,可能存在对熔融物质的流动和粘度的实时监测。
作者:Marina Fanous,巴塞尔大学。